焊锡膏(罐装)
激光印刷 8229系列
对应激光焊接工艺
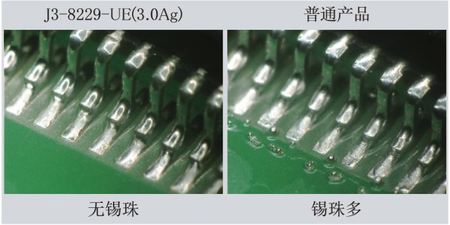
对应激光等光束加热焊接工艺。有效抑制急剧加热时所产生的锡珠的问题, 实现优异的实装品质效果。
防止锡珠
●激光加热时的锡珠试验
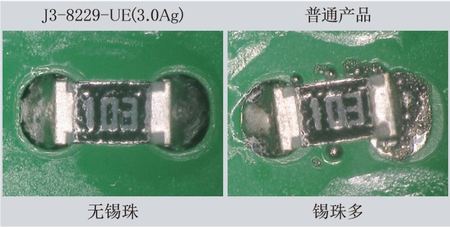
即使短时间, 急剧加热也不易产生锡珠
光照射时间:0.2秒
电子元件 :1005R贴片
光照射方法:贴片与焊盘一齐照射
对应印刷加工工艺
对应了到现阶段为止以激光用焊锡膏很难进行印刷工艺的课题。可使用既有设备直接进行印刷作业。
粘度特性稳定
●连续印刷时的粘度试验
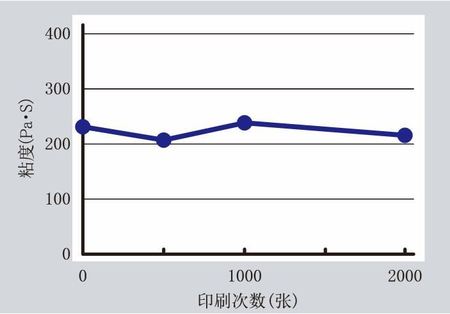
印刷时的粘度变动极小
前所未有的加工工艺
混合光束加热工艺与印刷工艺, 实现了前所未有的加工工艺。可对QFP等的SMT电子元件, 不用回流焊炉且能在短时间内完成焊接实装。
对应SMT封装元件的光束加热
●QFP电子元件的激光实装试验
结合印刷加工工艺, 可对应各种各样的SMT电子元件
光照射时间:5秒/25焊点
电子元件: 0.5mm间距QFP
光照射方法: 扫描照射引脚与焊盘
| 对应焊锡合金 | J3 (Sn:残留 / Ag 3.0 / Cu 0.5) R4 (Sn:残留 / Ag 0.3 / Cu 0.7) |
|---|---|
| 助焊剂类型 | MIL-RMA |
| 卤化物含量(%) | 0.10%~0.14% |
| 锡粉粒度(μm) | 38~20(第4型) |
| 助焊剂含量(%) | 10.5% |
| 粘度(Pa・S) | 230 |
| 銅板腐食試験 | 无腐蚀 |
| 铜镜腐蚀试验 | 无腐蚀 |
| 绝缘阻力试验(Ω) | 5.0×108Ω以上 |
| 迁移实验 | 未发生 |
| 助焊剂名称 | 8229 |