はんだ付け不良
フラックス飛散、はんだボール (ソルダペースト)
ペーストにおけるフラックス飛散の内容と問題点
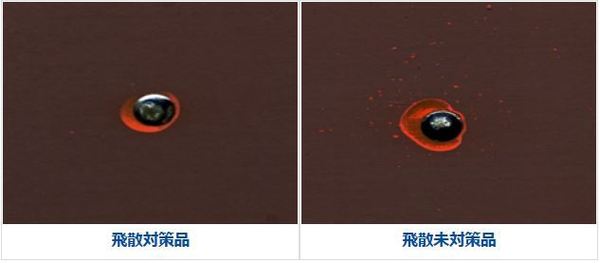
ソルダーペーストのリフロー加熱時にフラックスが飛散することがあります。
飛散したフラックスがコネクタ部品やメモリソケットの接点部分に付着すると導通不良、誤動作の原因となります。
ペーストにおけるフラックス飛散の原因
フラックス飛散の原因は、フラックスの急激な沸騰です。
リフロー加熱時、フラックス内では溶剤の蒸発や活性剤の分解に伴い、ガスが発生します。
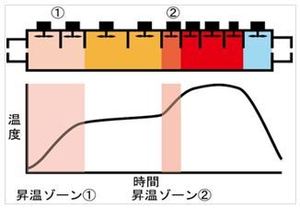
リフロー開始から予熱までの昇温ゾーン1、予熱終了から本加熱までの昇温ゾーン2の際に
ソルダペーストの温度が急速に上昇します。これに伴い、フラックスからガスが一気に発生して沸騰し、飛散の原因になります。
また、はんだの溶融後に多量のガスが発生した場合、溶融したはんだ内にガスが溜まりやすく、このガスが抜ける際に飛散が発生しやすくなります。
ペーストにおけるフラックス飛散の対策
フラックス飛散の対策には以下のものがあります。
<リフロープロファイルによる対策>
・昇温ゾーン1、昇温ゾーン2の温度勾配を下げる。
<はんだによる対策>
・フラックス中の活性剤を、分解温度域の広いものに変更する。
活性剤の分解が、広い温度域で少量ずつ起こるようになり、
発生したガスが、溶融はんだ内部に溜まらず、その都度抜けていくので飛散につながりにくい。
弊社ではフラックス飛散防止型のソルダペーストをご用意しておりますのでお問い合わせ下さい。
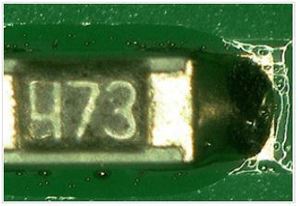
はんだボール
はんだボールは、リフロー後、はんだ付け部の周囲に、はんだの粉末が取り残される
現象です。外観上問題があるほか、発生量が多いと絶縁抵抗値の低下につながります。
はんだボールの発生原因
はんだボールは、装置の管理、ソルダペースト、それぞれに原因が存在します。
<装置の管理に起因するもの>
・印刷機内の温度が高い、湿度が高い
・メタルマスクのクリーニング不良
・メタルマスクと基板の位置ずれ
・メタルマスクと基板のクリアランス不良
・一度使用したペーストの翌日再使用
<ソルダペーストに起因するもの>
・はんだ粉末の酸化
はんだボールの対策
はんだボールの防止には、印刷機の管理、メンテナンスが重要です。一方、ソルダペーストのフラックスに適切な活性剤を添加することではんだボールの低減が可能です。弊社のソルダペーストはいずれもフラックスによる対策を行っており、はんだボールの低減が可能です。