焊接不良
润湿不良(焊锡膏)
润湿不良的问题点
焊锡润湿不好, 会造成结合面积减少, 接合可靠性降低。
润湿不良的原因
润湿不良有回炉曲线问题, 零件及基板劣化的原因。
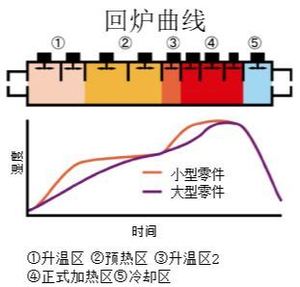
回炉曲线的对策
长时间预热, 梯形曲线的方法。零件的耐热温度250℃左右, 焊锡的熔点约220℃。延长预热, 零件就不会因为大小导致温度差, 防止大型零件由于受热不足而造成润湿不良, 小型零件由于过度受热而导致故障。
预热时引起的焊锡膏劣化
一般情况, 预热温度150-180℃, 预热时间90-120秒。预热时, 焊锡膏的助焊剂, 开始受热起反应, 慢慢地失去活性, 润湿降低, 因此, 正式加热时, 零件的温度上升控制在240度范围之内, 尽可能低温短时间预热最为理想。
焊锡材料润湿对策
焊锡好的助焊剂, 采用最适应预热温度, 正式加热温度的活性剂。焊锡厂家, 传达给焊锡厂家准确的封装品的零件及形状, 尺寸, 以获得更适合的焊锡膏, 推荐回炉参数的信息。敝司提供更广范围的预热温度, 对各种零件都能达到良好润湿的韩锡膏, 欢迎咨询。