Soldering issues
Wettability issues (Solder pastes)
Wettability problems
Poor wettability makes less bonding area and bonding reliability.
Causes of wettability issues
The causes of wetting issues include reflow profile problems and deterioration of components and boards.
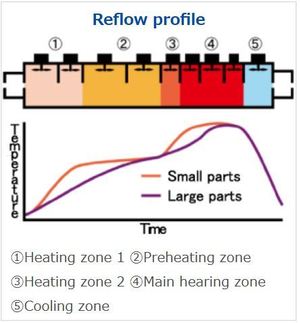
Concept of reflow profile
"Trapezoidal profile" is long preheating and main heating. The melting point of the solder is about 220 °C, while the heat resistant temperature of the parts is around 250 °C. Long preheating zone eliminate the temperature difference due to the size of parts, it prevents wettabiliy issues due to heat shortage of large parts and failure due to overheating of small parts.
Deterioration of the solder paste in preheating
Generally the preheating temperature is 150 to 180 ° C and the time is 90 to 120 seconds. During preheating, the flux of solder paste starts the reaction by heat, gradually loses its activity and the wettability decreases. So it is ideal to preheat at as low a temperature as possible and in as short a time as possible within the range where the temperature of the part rises to around 240 ° C during main heating.
Measures against wettability issues
We use the optimum activating agent according to the preheating temperature and main heating temperature, in the flux of the solder paste, You can achieve more accurate information about solder paste and recommended profile by accurately communicating parts, shapes and dimensions of the mounted parts to the solder maker. We have a wide range of preheating temperature and solder paste which shows good wettability with various parts so please contact us.